镁合金板带生产应用现状与发展前景
2016年02月29日 13:23 69872次浏览 来源: 中国有色网 分类: 镁应用
最近,美国汽车工程师学会公布了民用飞机座椅的性能标准C版文件,并将B版标准中“不得使用镁合金”的要求修改为“镁 合金可以在飞机座椅项目中使用,只要经过测试和满足美国联邦航空局消防安全部的燃烧性能要求”。
以上短短一句标准要求的变化,对于金属镁生产和加工企业尤其是民用飞机座椅行业来说,却是一个重要的里程碑,但同时也说明了在推动镁合金加工材的市场应用方面,科研机构、生产企业、行业协会等多方所付出的巨大努力和艰苦过程。
同样,作为变形镁合金最具代表性的加工材产品-镁合金板带材及其制品,在10多年前就受到了行业协会、科研机构、生产企业、交通运输和电子产品等行业的重视和大力推广应用,这有力的促进了其基础研究和生产工艺的开发、生产线的建设、工业化的批量生产。但截至目前,国内以各种工艺技术所生产的镁合金板带材的实际产量还不到2000t/a,这虽然比10多年前几十吨的年产量提高了数十倍,成效显着,但相对于国内原镁年产量已超过800kt来说,所占的比例还远远不够。
同时,国内镁合金板带材的年产量相比于钢铁板带材超亿吨、铝及铝合金板带材超千万吨、铜及铜合金板带材超百万吨、稀有金属的钛及钛合金板带材超万吨的年产量差距也较为明显,其年产量基本和稀有小金属钼及钼合金板带材的年产量相同。
镁合金板带材的实际年产量和市场供应量不仅与原材料、生产成本、工艺技术、市场需求量、产品质量和价格等因素有关,也与科技和社会发展水平、客户和市场的认知和认可程度、板带材产品的实际深加工技术和现状、装备制造业发展水平等客观因素息息相关。就目前来说,镁合金板带材在工业化合金品种、生产技术、市场应用、研究开发、工艺数据等方面同钢铁、铜铝等有色金属还存在较大差距,仍处于规模开发与市场应用的初级阶段。
随着生产工艺技术的进步和突破、产品质量和性价比的不断提高、以航空航天和交通运输领域为代表的材料轻量化的实际需求尤其是“中国制造2025”规划的实施,作为具有密度小、比强度和比刚度高、导热和散热性能好、屏蔽和抗振性能好特点的镁合金板带材一定会发挥出其优势,在即将到来的“十三五”期间实现其自身价值、特有应用和规模化材料替代,其专业化生产设备和生产线的建设、工业化批量生产和应用也将会迎来一个高峰。
1 国外生产应用现状概述
镁合金板带材的生产应用起始于上世纪30年代的美国和德国。目前,国外镁合金板带材的生产和应用主要集中在德国、俄罗斯、美国、英国、日本、韩国、澳大利亚、乌克兰、土耳其、挪威等国。
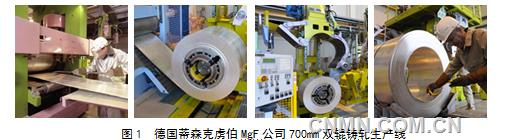
国外镁合金板带材的生产工艺流程主要有双辊铸轧供坯法、铸锭热轧开坯法、挤压法等。其中双辊铸轧法最早起始于上世纪80年代的美国道屋化学公司,随后全世界许多国家和机构竞相利用该工艺进行研发和工业化生产。目前,国外铸轧生产线比较有代表性的有韩国浦项600mm、1800mm生产线、日本本田400mm生产线、德国亥姆霍兹650mm生产线、德国蒂森克虏伯MgF公司700mm生产线、土耳其图比塔克1500mm连铸连轧生产线、挪威海德鲁700mm生产线、英国伊利科创600mm生产线,等。以上生产线铸轧产品厚度多集中在4~7mm,然后进行卷式法或块式法的后续温冷精轧,一般的合金品种经温冷精轧后的厚度可低至0.5mm。
在以上所述双辊铸轧生产线中,比较有代表性的是德国蒂森克虏伯和弗赖堡Bergakademie工业大学紧密合作并得到萨克森州的Sachsische银行财政支持的MgF公司700mm生产线(其工业化试验生产线目前幅宽已达2000mm)。该生产线铸轧镁合金带坯厚度为4.5~7mm,最大卷重超过了4t,如图1所示。
双辊铸轧法工艺生产的镁合金卷坯一般需要进一步轧制才能保证其组织和综合力学性能合格,同时温冷轧至目标厚度形成薄板带产品(通常厚度在0.5~2mm),目标市场主要是汽车、电子产品和其它民用领域。
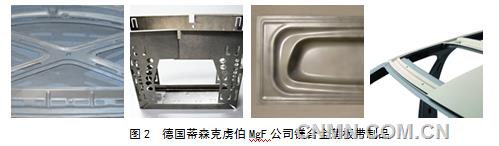
德国蒂森克虏伯MgF公司铸轧卷坯经离线加热至320~380℃后在温冷轧机上进行带式法精轧,精轧过程中带卷不进行加热或补温(带卷依靠轧前的加热余温和道次变形热以及轧辊的温度来满足轧制变形温度的需求),轧制过程中采用石墨乙烯等工艺润滑介质,精轧速度最高达300m/min,其生产效率、产能、成品率都得到有效的提高。图2所示是MgF公司镁合金薄板带的部分应用领域和制品(其产品主要用于汽车和高铁领域,其次为电子产品外壳和日常家用制品)。据悉,宝马3系座椅靠背、奥迪A8和大众POLO车门内板、梅赛德斯奔驰轿车顶板、法国高铁的座椅靠背等均已使用了由蒂森克虏伯MgF公司提供的厚度在1.5~2mm之间的镁合金薄板。
韩国浦项钢铁公司是世界最大的钢铁企业之一,其在10年前就已涉足镁合金轧制领域,所使用的生产工艺也主要为双辊铸轧。2007年,浦项公司建设的年产3000t的600mm幅宽铸轧生产线投产,产品主要用于冲制笔记本电脑和手机外壳。为了扩大镁合金薄板的应用,浦项公司2011年又规划建设了年产10000t、幅宽达2000mm的铸轧生产线,并计划与伊利科创公司进行合作,开发主要用于家用轿车钣金件为主的交通运输行业用镁合金板带材。目前,浦项公司已和韩国现代、韩国起亚、日本本田等汽车厂家达成了供货意向协议。
2010~2012年,德国蒂森克虏伯、韩国浦项、英国伊利科创这3家国外最具代表性的镁合金板带材生产企业签订协议,联合进行汽车工业用镁合金板材的生产和销售。
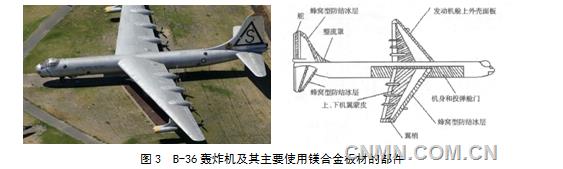
国外以铸锭热轧开坯或挤压法生产的镁合金产品形式主要是中厚板(厚度一般在4~6mm以上),产品主要应用在航空航天和军事装备领域(如美国和俄罗斯以热轧开坯法生产的镁合金板材均用于军工生产)。美国二战期间的B-36轰炸机(见图3所示)在总重约163t中有5.6t是使用的镁合金板材。在Condor飞机上使用的总重650kg的镁合金中,有500kg是镁合金板材。Vanguard、Jupiter、Polaries、Thor·able Star等火箭和Titan、Atlas、Agena等远程弹道导弹都使用了道屋化学公司生产的镁合金板材。美国五角大楼在2012年也提出了制定镁合金在陆地、空中交通、人体保护及装甲机动设备中的远景规划。
相比于国内镁合金板材在航空航天、军事装备领域主要应用在导弹和火箭的仪表舱壁板、肋板和隔板、导弹和飞机的尾翼、战斗机副油箱及衬板等简单的、非受力或次承力的结构件上,国外在大型、复杂、承力等结构件上也开始使用了镁合金板材。
在美国Brooks and Perkins 公司底特律镁板轧制厂有一条“1+3”式的热连轧生产线,主要以大铸锭热轧开坯、后续热温连轧的方式进行镁合金板带材的生产,热连轧生产线可以充分利用镁合金板带材轧制过程中温降小的特点,生产节奏快、产能高。据悉,该生产线成品主要为5~8mm以上的中厚板,不进行成品卷取或后续带式法轧制。
在日本,也有以热轧开坯方式进行镁合金板材生产的专业化生产线,生产方式为块式法,产品主要为中厚板,部分精整设备、退火设备、表面处理设备的配置还没有我国国内部分镁合金板材生产线齐全。
美国道屋公司不仅最先进行了镁合金板带双辊铸轧的生产,其和德国一些公司也最先以挤压法进行了镁合金板材的工业化生产。二战后,道屋公司把德国为镁工业设计制造的当时世界上最大的14000t挤压机搬到美国,布置在其变形镁合金生产线上。
目前,国外以挤压法进行镁合金薄板生产的国家主要为德国和日本。如德国史多飞公司已在中国建设了合资公司,以挤压法、块式法、连续化、批量化进行镁合金板材的低成本生产,其产品主要目标市场是以家用轿车为代表的交通工具上,目前产品已工业化供应给欧宝等汽车公司。日本三协铝业公司目前已实现批量生产幅宽超过300mm,最薄0.7mm的镁合金挤压薄板,值得一提的是,该公司除了在铸造技术和挤压技术方面进行创新外,在产品生产模具方面也进行了有针对性的研制。该公司镁合金薄板产品市场主要是以手机、数码相机和笔记本电脑外壳为代表的3C电子产品领域。日本公司在挤压法生产镁合金板材的工艺和技术装备中,也以生产连续化、低成本化为特征。由于生产设备连续化共线布置,因而其挤压板坯可以实现在线分切、在线表面清洗、在线矫直剪切和最终的表面处理、成品包装,这不仅实现了机械化、自动化和连续化,最主要的是降低了镁合金薄板的生产成本,提高了产品的市场竞争力。还有一些日本企业使用厚度在0.8~2mm、宽度300~800mm的挤压坯料进行温冷轧,可直接轧至0.5mm厚度以下得到薄板产品。
根据不完全统计,国外镁合金板带材专业化生产线的产能在3~5万t/a,目前还主要以小规模化、小批量化、块式法生产方式为主,生产线也远没有达到实际产能。国外镁合金板带材产品的规格和供货形式如下:
(1)单张薄板:最大长度均为5500mm;厚度和宽度规格为0.25~0.41×~610mm;0.41~0.51×~910mm;0.51~0.81×~1220mm;0.81~6.35×~1525mm;
(2)卷取薄带:长度可控;厚度和宽度为0.81~1.02×~1525mm;1.02~6.35×~1830mm;
(3)厚板:厚度、宽度和长度规格为6.35~50.8×~1830×~5500mm;
(4)工具板:厚度为12.7~152.4mm;长度为2000~5500mm;最大宽度均为1830mm;
(5)花纹板:厚度规格为3.18mm,6.76~9.52mm,11.11~15.88mm,19.05mm;最大宽度均为1830mm;最大长度均为5500mm。
除了以上最大宽度和最大长度外,标准宽度系列还有:915mm,1220mm,1245mm,
1525mm;标准长度系列还有:1500mm,1800mm,2100mm,2440mm,3660mm;对应最大宽度的最大长度,其单板重量为998kg。
在镁合金板带材的生产方式、工艺技术、加工设备、生产线的建设等方面,国外有以下几个最新特点和发展趋势:
(1)板带材宽幅、超薄、高速、立式和强制均匀化铸轧技术与设备的工业化开发;
(2)板带材铸轧和后续温冷轧、精整等设备共线布置进行连续化工业批量生产;
(3)镁合金平面板或凹型板材直接热温冲锻制成电子产品等外壳件的规模化生产;
(4)镁合金板带材轧制用准“炉卷轧机”生产线的开发与工艺设备的推广应用(见图4和图5的国外专利技术示意图)。
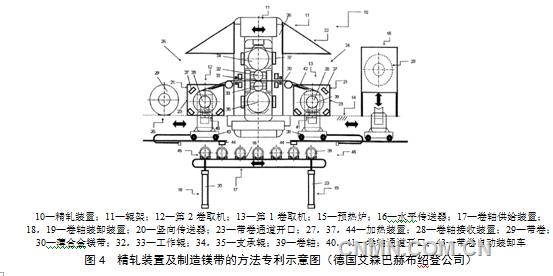
图4所示为德国艾森巴赫布绍登有限公司专利示意图:精轧装置以及用于在这种精轧装置中制造镁带的方法。该专利的典型特点是对来料为卷材的坯料在独立的加热炉内完成预热后进行左右卷取加热状态下的带式法轧制,而且其料卷可以通过卷取芯轴的更换来实现在左右卷取炉内的整体上卸料。
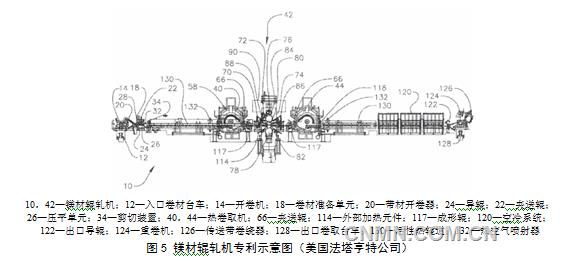
图5所示为美国法塔亨特公司专利示意图:镁材辊轧机。该专利的主要特点是:通过对来料为卷材的坯料进行开卷和在线加热后进入轧机和左右卷取加热炉进行往复连续轧制。轧制结束进行空气快速冷却后进行成品卷取。另外,通过对生产线的适当调整可以实现以热轧开坯进行炉卷状态下的带式法生产。目前,该专利由法塔亨特等公司合作进行了中试化小规格产品的成功试生产。其最终目标是生产幅宽超过2000mm的商业化镁合金板带材。
2 国内生产应用现状
从2013年起,国内钢铁巨头宝钢集团就启动了铝、镁、钛等有色金属材料的研发,并且开始推进包括“从钢铁到材料”为内容的战略转型。2015年6月,宝钢集团、北汽集团和山东华盛荣镁业公司进行战略合作,规划打造以汽车和轨道交通用镁合金材料的生产制造和研发基地。
另外,首钢、鞍钢、太钢等大型钢铁联合企业也正在调研或规划,准备进军以镁合金为代表的轻质有色金属材料的研制开发、生产线建设、工业化生产。作为变形镁合金最具代表性、最具技术含量、最具工业化生产、最具市场发展规模化应用的加工材产品-镁合金板带材将最先有可能被以上钢铁企业所青睐,钢铁企业的人才、技术、生产、管理、投资等模式也将有效提高和推进镁合金板带材的工业化生产与应用。目前,个别大型钢企已开始委托专业设计院进行镁合金板带建设项目的可行性研究分析或规划。
目前,以镁合金加工企业、原镁生产基地、航空航天或交通运输等行业企业、大学和科研单位、央企等投资方合作建设的镁合金板带材生产线已在河南洛阳、河南鹤壁、陕西西安、陕西榆林、山西运城、重庆、江西上饶、山东菏泽、河北唐山、贵州六盘水、吉林白山、内蒙古鄂尔多斯、湖南常德等地开始实施或进行规划。
由于镁合金板带材市场需求量的不断提高,其前景也非常看好,因而作为新中国第一家建设的铝镁合金加工厂即东北轻合金加工厂(现在的中铝东轻)在时隔40年后的2015年再次进行镁合金铸造方形锭坯的批量试生产(东轻公司是国内最早利用铝板带轧机进行镁合金板材生产的企业)。
原洛阳铜加工厂(目前分为中铝洛铜和洛铜集团)是国内最早进行镁合金板带专业研发和生产的企业,一直到上世纪末,中国可生产镁合金板带的企业仅此一家,为中国国防军工和国民经济的发展作出了重要贡献(镁合金板带材累计生产量超过了1万t)。目前,虽然国内以轧制法进行镁合金板带生产的企业和生产线不断建成,但这些企业和生产线的产品种类、工艺技术、合金数据、产品执行的国家标准等,或多或少的都源自于洛铜铝镁板带分厂生产线。到目前为止,中铝洛铜仍是国内唯一具备提供军事工业用镁合金板带材的企业。
最近,中铝洛铜正计划利用其搬迁改造的机会,对原有镁合金板带材生产线的工艺设备进行整体升级改造和完善,在进一步加强其军工用镁合金板材研发和生产的优势外,准备工业化进入市场潜力大但又对性价比要求较高的民用镁合金板带材的生产领域,最终是将其镁合金板带材生产线打造成为中铝公司镁合金板带材研发和生产基地。
另外,洛铜集团在其原铝镁板带分厂生产技术和人才基础上,建设了洛阳铜麒镁业有限公司,现已试生产出幅宽近1000mm的铸轧带坯。2012年6月,“洛铜集团宜阳产业园”项目正式开工建设,该项目在镁合金板带生产工艺流程方面规划齐全,中厚板材利用铸锭热轧开坯法进行生产,薄板带材利用铸轧方式供坯然后再进行后续卷式法温冷轧,生产线设计产能为10000t/a,镁合金板带材产品的最大幅宽超过了2000mm。洛铜集团准备将该项目建设成为河南省镁及镁合金板带材加工基地。
2.1 镁合金板带的国内生产
目前,已建成的国内镁合金板带专业化生产线或生产企业包括:中铝洛铜铝镁板带分厂,山西闻喜银光镁业集团公司,河南洛阳华凌/鑫友镁业有限公司,山东华盛荣镁业科技有限公司,辽宁营口银河镁铝合金有限公司,江苏南京宝奇镁业科技有限公司 ,重庆奥博铝材制造有限公司(原镁合金板材生产线),南京云海特种金属有限公司,山东银光钰源轻金属精密成型有限公司,河南宇航金属材料有限公司等。以上镁合金板带材各生产线的设计产能在300~3000t/a之间不等,受市场因素的影响,目前单个生产线的实际最大产量约200t/a。
以铝板带、钛板带等企业或生产线辅助性进行镁合金板带生产或试轧的企业包括:西部钛业有限责任公司,宝钛集团,西南铝业集团有限责任公司,等。
目前正在规划或建设中的镁合金板带专业化生产线项目包括:洛铜集团宜阳产业园镁合金板带项目,陕西绥德臻梦镁合金公司板带材项目,湖南澧县镁合金板带材项目,陕镁集团榆林镁合金循环经济产业基地镁合金板带项目,山西闻喜银光镁业公司宽幅镁合金汽车板项目,鹤壁市镁合金板带项目,江西上饶中镁轻合金公司镁合金板带项目,河北唐山中国镁合金国际产业园板带材项目,福建华镁公司镁合金板带项目,西安中能蛟大航天镁业公司镁合金板带项目,洛阳铜麒镁业公司镁合金板带项目,重庆奥博公司新上镁合金板带项目,湖南常德镁合金板带项目,吉林稀镁科技公司镁合金深加工项目,内蒙古鄂尔多斯金瑞镁业公司镁合金板材项目,广东金镁镁业镁合金产业园板带材目,深圳新星化工冶炼材料公司镁合金板带项目,河南明镁镁业板带材生产建设项目,福建武平坤孚镁合金板带生产线项目 ,重庆应用技术公司镁合金板带项目,以及四川、贵州、黑龙江等省份的镁合金板带才加工建设项目。以上规划和在建项目的工艺流程主要为铸锭热轧开坯和铸轧供坯方式,设计年产能在千吨至十万吨之间不等(一般一期产能在3000~5000t/a)。
国内对镁合金板带进行研究、试验或产业化的大学、工程中心、科研院所包括:重庆国家镁合金材料工程技术研究中心,上海交通大学轻合金精密成型国家工程研究中心,北京科技大学高效轧制国家工程研究中心,北京科技大学新材料技术研究院及材料科学与工程学院,哈尔滨工业大学,东北大学轧制技术及连轧自动化国家重点实验室及材料科学与工程学院,沈阳中科院金属研究所,中铝郑州轻金属研究院,中色科技股份有限公司(原洛阳有色金属加工设计研究院)及其控股的苏州有色金属研究院,西北工业大学凝固技术国家重点实验室,北京有色金属研究总院,以及清华大学,吉林大学、大连理工大学、辽宁科技大学、河南科技大学、太原科技大学、西安理工大学的一些院系和工程中心等。
在以上建成投产或辅助性生产线(包括试验或产业化生产线)的设备配置方面,主要设备有双辊铸轧机、挤压机、铸锭熔炼铸造设备、热轧机、温冷轧机,以及加热和精整设备如:加热炉、补热炉、退火炉、矫直机、清洗机、砂光机、锯床和剪切机等。目前,国内镁合金板带生产存在企业规模不大、布局分散的特点,一些大型国企对于镁合金板带也是辅助性的生产。在生产工艺设备方面,多使用钢铁、铝、钛板带的加工设备,专业化的生产设备少。一些企业甚至没有专业化的表面清洗、精整、热处理、表面处理等设备。图6所示是部分专业化生产镁合金板带材企业的主要轧制设备。

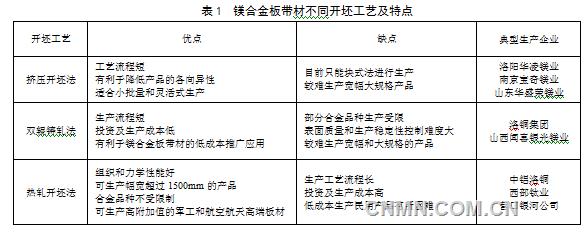
镁合金板带材在国内的工业化生产主要有3种(开坯)工艺流程,即铸锭热轧开坯+热温轧制+温冷精轧法、双辊铸轧(连续铸轧)供坯+温冷精轧法、挤压(+温冷轧制)法。3种镁合金板带材的开坯方式及其优缺点、对应的典型生产企业情况见表1。
在镁合金板带材产品规格方面,目前热轧厚板的最大宽度在2500mm左右,最大厚度超过了100mm,在热轧机上可连续轧制的最小厚度在3mm左右。后续温冷精轧的镁合金薄规格板带材产品,可工业化批量生产的最小厚度在0.4mm左右(0.2mm厚度主要用于科研教学的纯镁带除外),试验开发性轧制的最薄厚度在0.035~0.05mm,最大宽度接近1600mm(对应厚度在1~3mm)。值得一提的是,辽宁营口银河镁铝合金有限公司利用其宽幅1725mm四辊热轧机和1650mm六辊温冷轧机连续进行轧制实现了宽幅薄板带材产品的最终成卷,最大卷重可达1t。
目前国内双辊铸轧生产线可工业化基本稳定生产镁合金带坯的宽度在600mm左右,厚度一般在5~7mm,卷重在几百公斤不等。而以挤压法进行镁合金板材生产的厚度一般在2~18mm,宽度在600mm以下(600mm宽度以上的镁合金挤压板在目前国内现有的挤压机上难以生产)。
目前,以铸锭热轧开坯法生产镁合金板带的工艺主要是以块式法进行,块式法在生产4~6mm厚度以上的镁合金宽幅中厚板材时其优势明显,也可以说是唯一的生产方式。但利用块式法生产薄规格(尤其是0.4~2mm的厚度)镁合金板材时存在生产连续化程度低、产品质量低、生产成本高并且成品率低,使得其市场售价过高,产品的市场推广和应用存在一定的困难。
镁合金板带材市场需求和规模化应用形成的发展趋势是宽幅化和低成本化。宽幅化是镁合金板带材满足航空航天和汽车等交通运输工业轻量化需要的基本条件,低成本化是镁合金板带材可以与其它材料竞争的重要条件。
由于以卷式法生产镁合金薄规格板带具有生产连续化程度强、产品尺寸公差波动小、易于实现自动化控制、成品率高、生产成本低以及可大规模进行工业化生产及市场推广应用等显着优点,因而,镁合金板带的卷式法生产成为目前国内外镁合金加工行业研发和生产的热点。国内也有多个企业正在规划和实施以镁合金板带材卷式法生产为特征的大型工程项目。
宽幅薄规格镁合金板带材产品的应用主要目标市场为交通运输领域,该领域宽幅产品的宽度规格有4个阶梯,分别是1200mm,1500mm,1800mm和2100mm。虽然以双辊铸轧供坯+卷式法温冷轧(稳定生产工艺难度大)能够得到如上所述的宽幅、低成本产品,但目前国内工业化双辊铸轧所供的坯料宽度不到800mm,国外虽然报道有1500~1800mm幅宽的镁合金板带铸轧生产线,但还没有实现规模生产和市场供货。
针对以上情况,近年来很多镁合金生产企业、科研机构等相关技术人员都在考虑利用钢铁行业成熟使用的炉卷轧机进行镁合金热温轧板带的卷式法生产,这主要是考虑到炉卷轧机能够在加热或保温状态下实现对热变形温度范围窄、轧制容易开裂金属的带式法生产。例如由中色科技股份有限公司设计的中铝沈阳有色金属加工有限公司钛镍加工材项目,其板带车间热轧工程就选用了炉卷轧机,主要用于钛及钛合金板带材以及不锈钢的生产。中铝沈加公司炉卷轧机技术参数为:辊系规格为Φ820×2050/Φ1650×1780mm;最大轧制力为60000kN;最高轧制速度为540m/min;铸锭规格为150~250mm厚,850~1560mm宽,1800~5000mm长,最大锭重为12t;产品规格板材为3~60mm厚,850~1560mm宽,4000~12000mm长;带材规格为3~6mm厚,900~1560mm宽。
但是,不同于钢铁和钛及钛合金板带用炉卷轧机,如果要轧制镁合金板带材,必须针对镁合金的变形特性进行工艺和设备的专门设计,尤其是需要注意以下几点:
(1)不同于钢铁、钛带材厚度在25~30mm以下即可实现热状态下卷取,进而满足生产线短流程布置下的带坯炉卷热轧。即使在不考虑对应料卷卷径的情况下,镁合金板带在热状态下(温度≥~380℃)的卷取最大厚度为10~12mm,在温状态下(220~380℃)的卷取最大厚度为6~8mm,常温状态下的卷取最大厚度为2~2.2mm。如果按照工业化、连续化、稳定化的进行规模生产,其对应温度状态下的最大卷取厚度会进一步降低。因而,如何根据卷取温度、卷取厚度、温降情况等因素来制定产品方案、铸锭规格、带坯及成品厚度及卷径,并在此基础上确定炉卷轧机生产线的设备配置(包括在线补热炉等)就显得非常重要;
(2)炉卷轧机由于带材在卷取炉内的多次重复加热、保温以及往复高温轧制、料头料尾无法进入卷取炉等自身工艺特点,存在着固有的高穿带事故率、较多的二次氧化皮、料头料尾废品率高等问题,这也直接影响着轧机的生产效率、作业时间,尤其是容易导致轧制失败和生产成品表面质量不高等问题。对于塑性变形能力不高的镁合金板带材来说,其相关问题表现得更为明显,这在炉卷轧机生产线的工艺和工程设计、设备开发以及实际生产中值得重点关注和解决;
(3)钛、镍等有色金属板带材的金属热加工性质和生产工艺类似于钢铁(尤其是不锈钢和微合金钢),其可以利用钢铁行业所使用的炉卷轧机来进行生产。与之不同的是,镁合金板带必须利用针对其生产工艺要求所开发研制的专用“炉卷轧机”或“类炉卷轧机”,这尤其体现在左右卷取加热炉的设计、卷取和在线整卷的上卸料工艺设备设计、机组线上的补热和保温装置的设计、特用的工艺润滑和轧辊控温系统设计、对辊缝进行专用介质的灭火系统设计、在线边部剪切和清理设备的设计、轧制线上板带材热温状态下的表面氧化等缺陷层的在线去除工艺设备设计、热温轧过程中的辊面和板带材之间的粘接处理系统设计等。
图7所示为钢铁行业、钛及钛合金板带生产领域所使用的炉卷热轧机及其核心部件卷取加热炉的工程图示。

以热粗轧和热温精轧机共线布置所形成的“1+1”式炉卷轧制生产线是比较适合进行镁合金板带生产的配置形式,该生产线布置如图8所示。
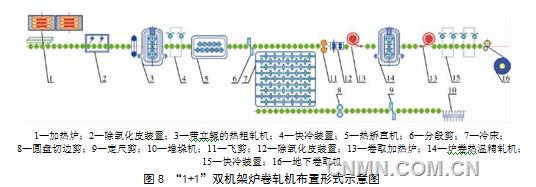
图8形式的“1+1”双机架炉卷轧机生产线其工艺及设备设计需要注意以下几点:
(1)序号为1和13的铸锭加热炉和卷取加热炉的加热介质不使用煤气或天然气而应为电阻加热,加热方式也不能为直接辐射而应采用预热后的热空气进行吹入炉内强制循环加热,同时,坯料应尽可能在保护性气氛下进行加热;
(2)序号为2和12的除氧化皮装置其设备设计应采用机械法对氧化皮破裂松动后再进行高压压缩空气吹扫;序号为4和15的冷却系统不能使用层流冷却水,而应使用空气或惰性气体对镁合金板带进行控温或强制冷却;
(3)考虑到镁合金锭坯横轧的需要,序号为3的热粗轧机其幅宽应大于2400mm,序号为14的炉卷热温精轧机其幅宽可控制在1800~2100mm。双机架炉卷轧机生产线来料铸锭规格:厚度在350~400mm,宽度1000~1500mm,长度1000~2000(最大长度根据热粗轧机幅宽的不同来进行确定)。板带材产品的厚度规格:带材成品厚度2~8mm(后续再利用另外配置的温冷精轧机进行卷式法轧制至0.5~2mm的成品厚度),板材成品厚度4~100mm。
2.2 国内镁合金板带材的应用
市场对镁合金板带的需求和应用主要是基于其具有密度小、刚性大、加工性能好、综合利用率高、减震和电磁屏蔽性能优良等特点。
目前国内镁合金板带材的市场应用领域、实际用途及其厚度等规格如下所述:
(1)航空航天及军事领域:主要使用厚度在6~100mm的镁合金中厚板材,用于制造卫星和登月飞船底座、导弹和火箭的仪表舱壁板、导弹和飞机的尾翼、战斗机副油箱及衬板以及其它结构零部件。同时也有2~6mm厚度的镁合金中板用于生产设备部件的外壳或箱盖,以及支架、门壳体等零部件;
(2)汽车行业:主要使用厚度在1.2~3mm的镁合金薄板,用于制造仪表面板、车门板、发动机盖板、行李箱盖板、车顶板、变速器盖、座椅骨架和靠背等;
(3)轨道交通:0.1~0.3mm厚度的薄板用于制造列车蜂窝地板的蜂窝芯;0.6~3.5mm厚度的产品用于制造蜂窝地板的上下面板;列车内衬板,物品架使用的镁合金板材厚度为3~5mm;列车裙板、座椅、卧铺板使用的镁合金板材厚度为5~7mm;列车内部的受力件使用的镁合金板厚度多在4~12mm;
(4)3C等电子产品行业:主要使用镁合金薄板,厚度多在0.4~1.5mm。在具体厚度规格上,0.1~0.3mm厚度的薄板用于生产音响音膜;0.4~0.6mm厚度的薄板用于生产U盘外壳、移动硬盘外壳等;0.6~1.2mm厚度的板材用于生产智能手机外壳、笔记本电脑外壳、数码相机外壳、摄影机外壳;1.5~3mm厚度的板材用于生产电视机、冰箱、洗衣机等家电外壳;
(5)其它行业:印刷版使用的镁合金板材厚度为1~10mm;运动器材、医疗工具、手动工具使用的镁合金板材厚度为2~8mm;电池片使用的镁合金薄板厚度为0.25~0.5mm。
对于国内市场来说,目前有市场需求或相对容易进行市场推广应用的典型镁合金板带材产品及其规格如下(航空航天和军工市场除外):
(1)汽车前后盖板与门板:1~3×1200~1800×Lmm。例如,按照实际统计,如果国内客车行李箱盖板全部使用镁合金板材,市场需求量在3000t/a左右;
(2)蚀刻板:厚度1~10mm,宽度500~650mm,长度~1000mm,市场需求量约2000t/a;
(3)雕刻板:厚度3~12mm,宽度500~1000mm,长度500~1500mm;
(4)蜂窝板:上下面层规格为0.6~3.5×450~1200×600~1250mm;蜂窝芯的用材规格为0.1~0.3×6~38×Lmm;
(5)地坪花纹板、泥瓦工工具板、建筑模板:规格为3~20×~1830×~5500mm;
(6)试验设备振动平台板:产品规格为方形镁合金厚规格板材,长宽从300×300 mm到3200mm×3200mm不等,厚度在20~100mm;
(7)无纺针织机针板:产品宽度规格为200~300 mm,长度规格为1500~2200mm,厚度规格在13~16mm。
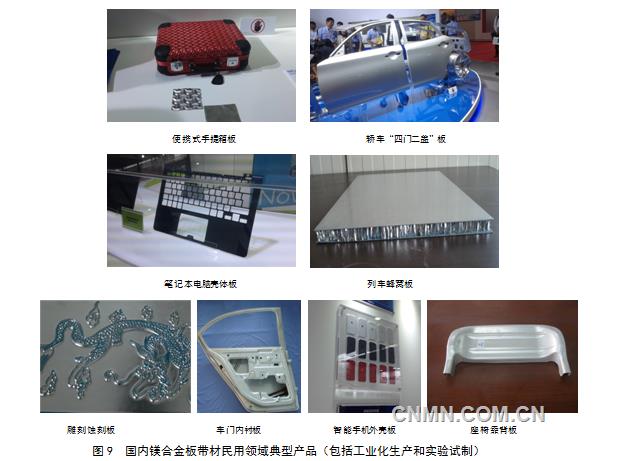
为适应以交通运输工具为代表等行业用材的需要,镁合金板带材的尺寸规格发展趋势是宽幅、薄板卷。例如,在国家科技部新材料产业“十二五”发展规划及2013年有色金属行业高新技术产品目录中均将幅宽超过1500mm的镁合金板带材作为重点研制开发和工业化生产的目标产品。图9所示为国内镁合金板带材在民用市场应用的一些典型产品。
由于纯镁Mg99.5、Mg99.0具有质软、力学性能低的特点,因而不能作为结构材料使用,其带材主要应用在科研教学领域(如中铝洛铜铝镁板带分厂生产的0.2mm的纯镁小卷)。
通过在纯镁中添加合金元素,可以有效提高金属的强度、韧性等力学性能。目前,国内镁合金板带材合金品种以镁-铝-锌系为主,同时还有镁-锰系、镁-锌-锆系。其中,镁-铝-锌系中的AZ31B,AZ91D由于具有焊接性能好、强度高、加工性能好、轧制温度范围较宽等优点而广泛应用于交通运输、电子信息、电池工业等领域。另外,国内大学和科研机构也在进行稀土镁合金、耐腐蚀镁合金、耐高温镁合金、高强镁合金板带材的研制和开发。
国内镁合金板带材生产企业应针对下游用户的实际需求进行有针对性的研究和生产,以进一步提高产品的附加值、扩大产品的应用(尤其是民用领域)。
(1)即使对于相同的产品,生产企业也应能够提供不同牌号、性能、等级、价格的镁合金板带材,由使用企业根据实际需求和产品定位来进行选择和购买;
(2)镁合金板带材生产企业在产品出厂时应能够同时提供其合金的具体成分、微观组织分析结果、综合力学性能检测结果等数据;
(3)镁合金板带生产企业只考虑了板带材的生产,未考虑零部件加工制作过程中的技术难题,比如零部件模具的设计制造、板带材拉伸和冲压、表面处理、防腐等方面存在的技术问题或难题。镁合金板带材生产企业应能够协助下游用户解决以上问题或技术难题。
3 发展和建议
(1)生产线和加工设备规模化和专业化:小批量、辅助性、零星化或阶段性的进行镁合金板带材的生产不是长久之计(虽然在目前情况下显得比较“经济实惠”),工程项目、生产线、加工设备的专业化、完善化是所有材料工业化规模生产和应用的前提和标志,钢铁、铝铜钛钼等有色金属板带材均为如此。目前,其他金属板带材的生产专业化程度已经具体到了某一种产品类型;
(2)工艺技术多样化和借鉴化:在目前情况下,镁合金板带材生产线的工艺技术选择应多流程化,如铸锭热轧开坯法、双辊铸轧法、挤压法,其生产线、产品方案、加工设备在选择目前应用较为成熟的工艺设备外,应借鉴铝、钛等板带材的生产工艺和加工设备进行规划,同时也具有发展性和引领性;
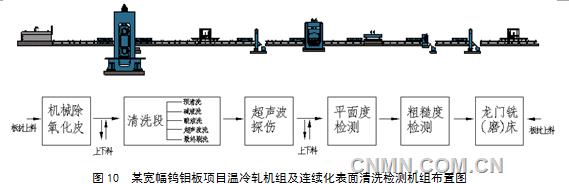
(3)生产连续化和低成本化:以卷式法轧制和精整来生产薄规格产品可以有效提高生产效率、产品质量、生产线产能,同时降低生产成本和提高成品率。目前国内在进行镁合金板片材的生产时,主要为块式法工艺(目前存在板块轧制过程中需下线补热和精整,表面清洗在槽组内浸没式进行,无法进行连续式的表面处理、精整和剪切等问题),但块式法如果能够连续化的进行生产,也能有效的降低生产成本和提高生产效率。如钛、钼、钨、钽、铌等稀有金属板带材的生产在以前同镁合金板材生产的现状差不多,但目前均已实现了块式法工业化连续式生产,以及薄规格产品的带式法生产。图10所示为中色科技进行工程设计的某钨钼板生产线(幅宽超过1500mm)所选择的温冷轧机示意图、表面清洗检测机组布置图,可以有效实现板材的工序内不下线连续化生产(包括该生产线的热轧机及其在线加热、补热炉等设备),进而提高了生产效率和成品率(钨钼板坯料为烧结或电子束熔炼状态,和镁合金板坯相比同样存在道次压下率小,轧制容易开裂、热变形温度范围窄、需要进行热温状态下的轧制等技术难题);
(4)新上项目平稳化和逐期过渡化:根据目前镁合金板带材的生产应用现状及工艺、应用的发展趋势及前景,从投资和风险方面考虑,可以将新建项目规划为逐期推进。比如:一期产品方案、产能、工艺流程、生产设备尽可能的成熟和可靠。比如:卷式法的精整设备可以预留,待轧机可以工业化稳定生产出合格薄带卷后再进行预留设备的项目实施,等;
(5)生产线工程设计专业化:镁合金板带材生产工厂、生产线的建设、工艺设备的选型等应由专业化的设计院进行规划和设计;
(6)产品多样化和差异化:考虑目前镁合金板带的现状和发展趋势,生产线工艺设计单位和加工企业应将镁合金板带材产品的产品方案、实际生产和供应进行合金品种、产品规格状态、表面质量和力学性能进行多样化和分级差异化,同时根据金属特性采用和铝、钢等金属复合的形式来改变目前镁合金板带材单一材料制品的现状,进而推动镁合金板带材更好的进行市场推广和应用,同时提高生产企业的经济效益;
(7)板带材深加工协作化和就地化:工程设计单位和生产企业应充分考虑下游用户的实际需要,联合用户、深加工设备厂家、科研机构等对镁合金板带材在加工成最终制品过程中可能或实际出现的技术问题进行有效解决,以及考虑就地加工为合格制品进行批量供应;
(8)扩大产品应用以市场需求为推动化:目前生产企业在推进镁合金板带市场应用方面付出了很大努力,也取得了一定的成效,但远没有达到预期期望。除了需进行军工认证的航空和军事领域用材外,在民用镁合金板带市场方面各方应进行以市场需求为特点的推动化应用,进而实质性的促进镁合金板带材的生产和技术进步。
(9)值得一提的是,无论以热轧开坯法、双辊铸轧法还是以挤压法来生产镁合金板带材,也不管是以块式法还是带式法来进行生产,生产线和生产设备的配置必须是合理的、完善的、有针对性的。例如镁合金板带热轧机应配置有近距离布置的立辊轧机或机架内的机前和机后轧边辊装置(轧制力在1500kN以上),对锭坯进行边部微量轧制进行宽度尺寸控制的同时,可以有效改善镁合金锭坯的热温变形特性、减少边部开裂和需深冲制品的各向异性,同时近距离的立辊或机架内轧边辊在配合轧机轧制的过程中对镁合金板带材形成后张力,可有效提高因无张力轧制存在的长规格板带材板型不良的现状。在轧机机前和机后设置转料平台(十字旋转辊道),其作用也类似于立辊轧机或轧边辊的部分功能。
块式法生产设备除了铸锭生产系统和热、温冷轧机外,还需配置完善的板材在线和离线补热炉、板材砂光机和修磨机、板材表面清洗机、厚板热压平机、中板和薄板多辊矫直机、精密锯、成品剪切机、板材表面敷涂保护设备、板材固溶处理设备、板材中间和成品退火炉等精整设备。带式法进行生产时,精整设备中的带材多辊矫直机、切边重卷机、带材连续清洗机、带材修磨机、带材退火炉(钟罩式退火炉、箱式电阻炉或展开式连续退火炉)、带材纵横联合剪切机、带材真空包装机等也是必不可少的。
考虑到镁合金的性能和目前的工业化开发和应用情况,建设如钢铁和铜铝板带材相同的卷式法精整和表面处理生产线不仅投资高,而且技术不成熟,投资风险大。从生产实际出发,目前镁合金板带材精整、退火、表面处理等后续生产线的分析及其配置建议如下所述:
①精整和表面处理应尽可能的设计为板、带共用,即在实现以带式法生产镁合金卷材的同时,利用夹送辊、料架等方式对板材进行加工,或者生产线投资成本会比较高;
②表面清洗和重卷切边工序应共线设置;展开式退火(如果使用的话)和带材矫直工序应共线设置;表面修磨和表面敷涂保护工序应进行共线设置。而成品的纵剪或纵横剪切应根据产品规格的不同和精整工艺流程的不同灵活设置在有关生产线上;
③表面处理及修磨、退火、矫直、剪切是最基本、必不可少的精整工序。中间矫直、剪切等工序尽量布置在热温轧生产线上,以充分利用余热来完成其工序流程。
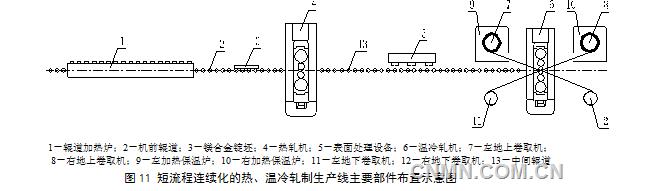
图11所示为以铸锭热轧开坯进行短流程、连续化、板带材共线、可卷式法生产薄带、有效降低设备投资成本的轧制生产线主要部件布置示意图。
责任编辑:淮金
如需了解更多信息,请登录中国有色网:www.ndarti.com了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。