镁课堂:(五十二)镁合金板带材生产1
2015年12月10日 9:57 32343次浏览 来源: 中国有色金属报 分类: 镁应用
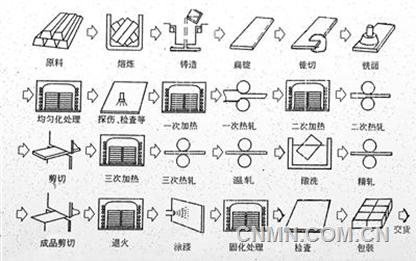
图1 镁合金板材生产工艺流程示意图
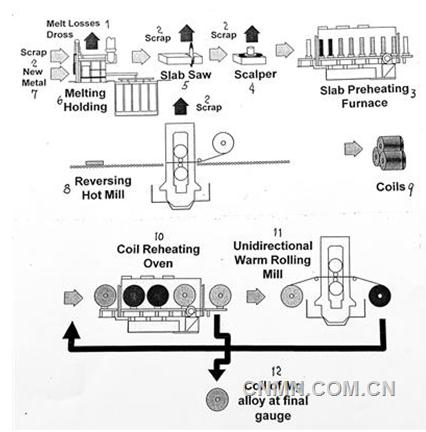
图2 常规工艺生产镁带卷的工艺流程示意图
1-炉渣;2-废料;3-锭坯加热炉;4-铣面机;5-锭坯锯;6-熔炼/保温炉组;7-重熔用镁锭等;8-4辊可逆式热轧机;9-带卷;11-4辊不可逆式带卷温轧机;12-成品镁合金带卷。
常用镁合金的塑性差,远不如铝合金及铜合金那样易加工成形,因为它们的晶体结构为面心立方,道次加工率甚至可达50%。不过,含Li量大于10%的Mg-Li合金也具有体心立方晶格,既有良好的冷、热加工成形性能,还具有超塑性。
加热到370℃以上后,由于原子振动振幅增大,使原子最多面及次多面差别缩小,使滑移面增加,同时由于恢复及再结晶使合金软化,这些因素的叠加使镁及镁合金在一定温度下也有较大的塑性,若热轧温度≥370℃,M2M、AZ40M、AZ41M、ME20M等镁合金的热轧总加工率可达95%。
镁合金的冷轧成形性差,除Mg-Li合金,其他镁合金的道次加工率不宜大于12%,否则会产生严重的裂边,甚至无法轧制。生产镁合金板材时,需进行一次或多次加热的多道次热轧。一般厚板为热轧的,而薄板应进行温轧与冷轧。
当前,生产镁合金板、带的主要工艺有:铸锭热轧法、双辊式连续铸轧法、挤压开坯换向轧制法、直接挤压法、哈兹雷特连铸连轧法等。直接挤压法一般只能生产较窄的镁板,同时很难生产薄板,当然用150MN的重型机可以生产1000mm级宽的厚板;用挤压坯生产镁板带仅在于坯料不同,其轧制工艺及精整工艺与铸锭热轧法的相同,但其轧制性能好一些,因此,不再赘述。
铸锭热轧法
采用铸锭热轧法生产镁厚板与供温/冷轧用的板、带坯料是一种古老的工艺,自有镁板产商业化应用以来,就是采用此种工艺生产的。日本铸锭热轧法生产板材的工艺流程见图1,而欧美国家生产带卷的工艺流程则如图2所示。
责任编辑:淮金
如需了解更多信息,请登录中国有色网:www.ndarti.com了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。