镁课堂:(九十三)镁合金的固溶处理与人工时效规范
2017年08月02日 8:56 11264次浏览 来源: 中国有色金属报 分类: 镁资讯 作者: 王祝堂
有些镁合金固溶处理后可进行自然时效T4与人工时效T6,如AM100A、AZ63A、AZ91C、AZ92A等,有些镁合金只可以进行人工时效T6,如ZC63A、EQ21A、QE22A、QH21A、WE43A、WE54A、ZE63A、ZK61A、ZC71A等。
固溶处理后进行人工时效广泛应用于Mg-Al-Zn系铸造镁合金,可以提高铸件的强度性能,但塑性有所下降。T6处理也应于Mg-RE-Zr系合金及Mg-Zn-Zr系合金铸件。固溶处理保温时间是根据工件晶粒长大倾向及其尺寸大小确定的。合金的固溶处理工艺人工时效规范(T6)见下表,适用于截面厚度≤50mm的铸件。
表中列出的保温时间适合于中等厚度(≤50mm)铸件在正常装炉情况下的处理,若截面厚度>50mm,应延长保温时间,一般为同一固溶温度下保温时间的2倍,例如,AZ63A合金铸件通常在385℃/12h固溶处理,若截面厚度>50mm,保温时间宜为25h;又如为了防止AZ92A合金铸件晶粒的过分长大,常用固溶处理规范为405℃/6h、350℃/2h、405℃/10h,然而若铸件截面厚度>50mm,则可以在405℃固溶处理19h。
固溶处理装炉前,务必清除工件表面的一切粉尘、细屑和油污,并保持干燥。不同工件可能有不同合金,熔点不同,因此同一炉次仅可处理一种合金,同时工件必须在炉内排列整齐,相邻工件之间应有足够的间隙,便于热风流通,加热均匀。
固溶处理及时效处理的主要工艺参数是温度与时间,改变这两个参数,合金的力学性能可能在很大的范围内变化,因此首先应通过试验确定这两个参数。固溶处理Mg-Al-Zn合金时,首先将炉预热到260℃,然后装炉,再缓慢升温至规定温度。所有其他镁合金均可在固溶处理温度下装炉。
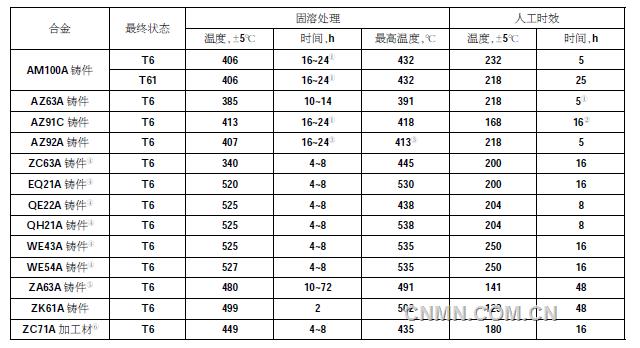
注:①为了防止晶粒过分长大,也可以采用如下规范:(413±5)℃/6h、(352±5)℃/2h、(413±5)/10h。②也可以采用如下工艺:(216±5)℃/(5~6)h。③为了防止晶粒过分长大,也可以采用如下规范:(413±5)℃/6h、(352±5)℃/2h、(407±5)℃/10h。④在65℃清水或其他适宜介质中淬火。⑤ZE63A合金必须进行氢化固溶处理,因为该合金力学性能的提高是合金元素的氢化才能达到。氢化时间决定于铸件截面厚度。通常截面6.4mm厚时的保温时间约10h,19mm厚的铸件应保温约72h。固溶处理后于油中淬火,或用水雾或强气流淬火。⑥也可以采用规范(482±5)℃/10h。
责任编辑:淮金
如需了解更多信息,请登录中国有色网:www.ndarti.com了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
