镁课堂:(五十六)镁材挤压述说
2016年02月23日 9:50 8623次浏览 来源: 中国有色金属报 分类: 镁资讯 作者: 王祝堂
挤压镁材(型、棒、管材与线坯)的应用比平轧镁产品的应用广得多,因而挤压镁材的产量约占变形镁合金半成品总产量的80%。变形镁合金挤压设备与铝材挤压的相同,仅在工艺参数方面有较大差异,可采用正向挤压,也可以采用反向挤压;可用单动挤压机,也可以用双动挤压机;可用卧式挤压机,也可以用立式挤压机。产品有管、棒、型材与线坯。
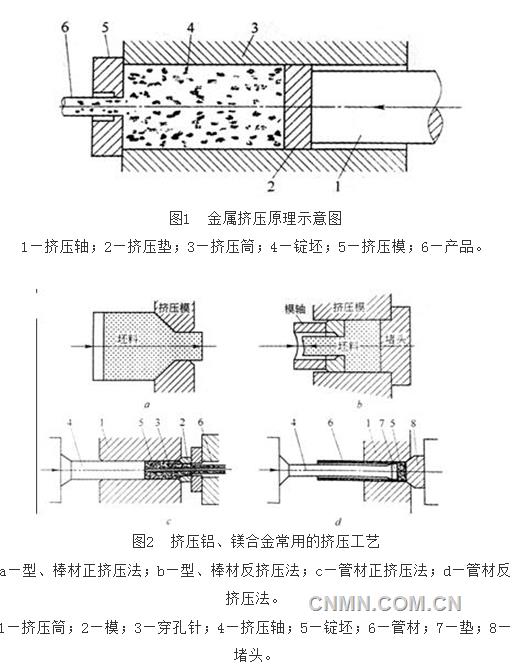
挤压成形是对装于容器(挤压筒,在台湾省与香港特区称为盛锭桶)内的金属锭坯施加外力,使其从特定的模孔中流出,从而获得所需形状和尺寸材料的一种塑性加工方法,其基本原理见图1。
根据挤压筒内金属的应力-应变状态、金属流动方向、润滑状态、挤压温度、挤压速度、挤压设备结构形式、工模具种类或结构、坯料形状或数目、制品形状或数目,可将挤压成形方法分为三四十种。其中用的最多的是正挤压法、反挤压法与管材的正、反挤压法(图2)。
正向挤压
正向挤压可简称正挤压,其特点是挤压时制品的流出方向与挤压轴运动方向相同(图2a、c),是生产镁挤压材最基本的工艺,具有技术成熟、操作简便、灵活性大、制品表面品质优秀等优点而被广泛采用。
此法最基本特点:挤压时锭坯与挤压筒之间有相对滑动,在它们之间存在很大的有害的外摩擦,使金属流动不均匀,从而使制品头部与尾部、表层与中心的组织和性能不均匀;使挤压能耗上升,通常这种外摩擦能耗占挤压总能耗的30%~40%;由于强烈摩擦的发热作用,制约了挤压速度的提高,加快了挤压模具的磨损。
反向挤压
反向挤压(反挤压)时制品流出方向与挤压轴运动方向相反(图2b、d)。反挤压时,锭坯与挤压筒壁之间无相对滑动,所需挤压力小,挤压能耗较低,因而采用相等能力设备可以实现更大变形程度的挤压,可以挤压更大变形抗力的合金。与正挤压不同,反挤压时金属流动主要集中在模孔附近,因而沿制品长度方向金属的变形均匀。不过反挤压操作较复杂,间隙时间也较长,制品表面品质难以控制,需要专业设备与工具等,因而反挤压法受到一定的限制。
责任编辑:淮金
如需了解更多信息,请登录中国有色网:www.ndarti.com了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“中国有色金属报”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非中国有色金属报)”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
